はじめに
「制御」と聞くと、具体的なイメージが付きにくいかもしれませんが、私たちは普段の生活でも制御を行っています。
人であれば無意識にも制御を行うことができますが、機械に制御をやってもらおうとすると、一筋縄ではいきません。
制御システムとは何なのか、難しそう… と感じる方も少なくないと思いますが、今回は「制御」の原理や代表的な制御技法について紹介させていただきます。
制御とは
制御とは、対象とするものを思い通りに操作することです。
制御工学の応用範囲は広く、機械産業や自動車産業などの産業分野に応用されています。
制御の例の一つとして身近なところでは、エアコンの温度設定が挙げられます。
エアコンを20 ℃に設定した場合、室温が20 ℃より大きく寒暖差があれば高出力に、20 ℃に近ければ低出力になるように出力を調整されています。

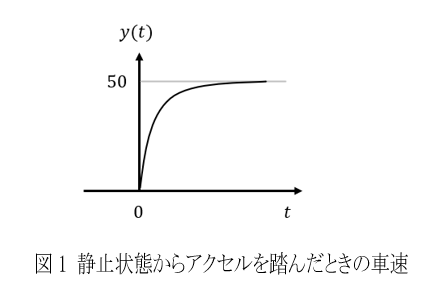
また、車の速度を変化、維持させる場合にも制御は関連しており、例えば、静止状態からアクセルを踏んで車を50 km/hに加速する場合を考えてみます。
スピードを上げるため、一気に強くアクセルを踏んだとしても、すぐには目標速度である50 km/hに到達せず、50 km/hになるまでには何秒か時間を要します。これは、車はニュートンの第二法則より、
に従って運動し、過渡状態という、ある程度時間が経過してから目標の一定値に達する状態が生じるため、車は瞬時に思うようには動かず、遅れを伴うことになります(図1)。
このような現象は電気回路でも起こります。
抵抗RとコンデンサーCからなるRC回路(図2)では、入力が直流電圧v_i (t)で出力がコンデンサーの両端の電圧v_0 (t)とすると
が導かれます。例として、時刻 t=0で直流電圧1 Vを回路に与えると出力電圧v_0 (t)の時間変化は図3のようになります。出力電圧は瞬時に与えた電圧数に達するのではなく、ある程度時間が経過してから目標の一定値になっています(過渡現象)。
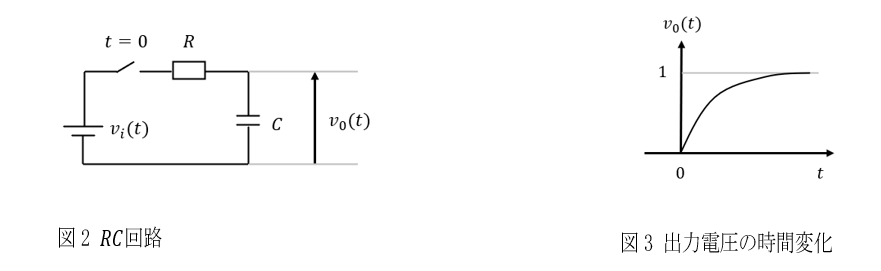
図1と図3を比較すると、「車はすぐに目標速度に到達しない」という例とこの電気回路の例では対象物は全く違うものであるにもかかわらず、同じような挙動を示していることが読み取れます。

制御工学においてもこの現象が重要視されており、目標値に達するまでの応答を素早く、そして安定性を確保することが必要とされています。
ラプラス変換とは
唐突な数学用語の登場ですが、ラプラス変換というものは制御工学に用いられる重要なツールとされています。
具体的な例を示した方がわかりやすいため、RC回路を用いて説明していきます。
RC回路の微分方程式
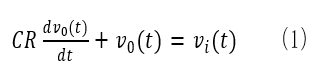
に対してラプラス変換すると

となります。式(1)→ 式(2)において変換された部分を挙げてみます。
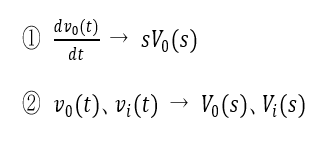
①では、時間領域(時間の世界)の1回微分がラプラス領域(ラプラスの世界)ではラプラスの記号 s を掛けることに対応しています。
②では、時間領域との区別化をするため、ラプラス領域では変数が大文字に、引数が s に変換されています。
簡潔にお伝えすると、以上のようにラプラス変換をすることができますが、ここからは式(2)のように変換して何がうれしいのか、ということについてお話しします。
式(2)を変形すると
が得られます。ここで、T=CR とします。T は時定数とされ、電気回路の応答の速さを表しています。
次に
とおくと、P(s) は入力電圧から出力電圧までの関係を与えることができ、伝達関数と呼ばれます。
以上を踏まえると、
が導かれます。
式(3)から何が言いたいかというと、ラプラス領域では微分方程式を用いることなく、
(出力)=(伝達関数)×(入力)
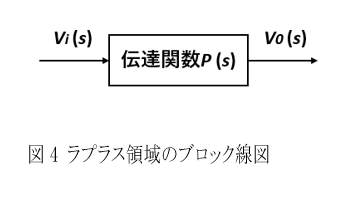
という形で記述できるということです。図で表すと図4のようになります。

先ほど、時定数というワードが登場しましたが、回路に外部からコントローラを接続して応答をもっと速くしたいという場合には、時定数を小さくすればよいということになり、そこで「制御」が必要となります。
プロセスプラント制御
ここからは制御とは具体的にどのようなものなのか、について言及していきます。
プロセスプラント制御とは、化学工業や鉄鋼の各プロセス(化学工業であれば反応、吸収、分離、精製、蒸留、加熱、圧縮などのプロセス)を対象とした制御のことです。

化学プロセスは、反応器・分離器・蒸留器・熱交換器・タンク・圧縮機・ポンプなどの多くの設備機器が配管によって接続され、構成されていますが、運転を行う際には以下の要件を満たす必要があります。
① 安全運転 : 圧力や温度などの運転条件を適切な範囲に保ち、異常時には必要な保安措置を行う。
② 環境保護・法令順守 : リサイクルなどにより、廃棄物を最小化し、排出物質は法規で定められた基準に従うようにする。
③ 品質確保 : 製品品質のばらつきを抑え、規格に適合させたり、新製品を速やかに開発・試作・生産できるようにしたりする。
④ 運転容易性 : 生産量の変更や製品銘柄の切り換えを自動的に行い、運転をつかさどるオペレータの負担を軽減し、確実に運転調整できるようにする。
⑤ 生産性向上 : 生産量を最適化し、高効率で生産する。
⑥ 経済性追求 : 省資源・省エネルギーなどの合理化を図り、常に経済的な運転を行う。
プロセス制御は以上の要件を満たすためには必要不可欠です。
しかし、プロセスは絶えず外部の影響を受けており、生産量・原料性状・触媒活性・装置の特性・汚れや詰まり・気象条件などの変動により、プロセスの状態が変化します。
外乱と呼ばれるこれらの要因を補償し、望ましい運転条件に保つようにすることがプロセス制御には要求されます。以下にプロセス制御に要求される性能を示します。
① 安定化 : プロセスを適切な運転条件近傍で安定化する。不安定プロセスは制御によらなければ安定化できない。
② 目標値追従性 : 目標値の変更に対する速応性を確保する。
③ 外乱抑制性 : 外乱による制御量(制御したい物理量)の変動を抑える。
④ オフセットフリー : 定常偏差(制御系に入力を与え、定常状態になったときの入力に対する出力値の差分)が生じない。
⑤ ロバスト性 : 運転条件やプロセス特性などの変化に対して、制御システムの安定性を保ち、制御性能低下を抑える。
ここからはプロセス制御の代表的な技法である (ⅰ)フィードバック制御、(ⅱ)カスケード制御、(ⅲ)フィードフォワード制御、(ⅳ)PID制御 について説明していきます。
(ⅰ)フィードバック制御
目標値に現在値を一致させるようにする制御です。一般的なブロック線図は以下の図5のようになります。
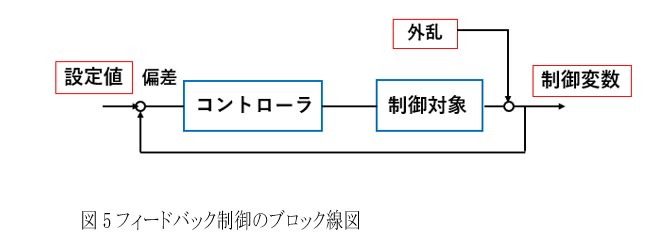
制御対象に外乱が入ると、偏差(設定値と制御量の差)が発生します。フィードバック制御は偏差が発生してから、その偏差を打ち消すように働いています。
偏差は外乱が発生し、制御変数に変化が現れてから検出されます。その偏差によって、コントローラが働き、さらに制御対象を経由した後に制御動作を開始します。
実際のプロセス内で生じる変動の影響を受けて制御動作を始めるため、外乱やモデルの誤差がある場合でも、ある程度その悪影響を抑制することができます。
外乱の影響を把握できることは良いものの、制御動作の開始が遅れてしまうため、すばやく外乱の補償ができないことが欠点として挙げられます。
(ⅱ)カスケード制御
フィードバック制御において制御変数が変化する以前に、コントローラが外乱の存在を知ることができれば、制御操作の開始が早まり、より優れた制御成績を収めることができる可能性が高まります。
それを実現できるものとしてカスケード制御があり、以下の図6のように2重のループを形成しています。
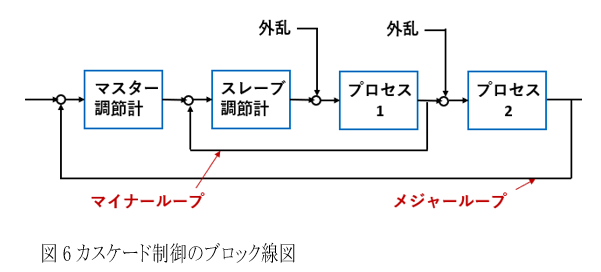
カスケード制御は、メジャーループの制御変数をより良く制御することが主目的です。マイナーループはその制御成績を改善する役割があります。
この制御はマイナーループの応答がメジャーループの応答に比べて速い条件下において有効に働き、この条件を満たしている場合にはマイナーループに入った外乱はマイナーループで制御され、メジャーループの制御変数に影響を与えません。
このような制御を行うため、操作量(制御対象へ加える量)に入る外乱を制御量に影響が現れる前に補償することができます。
(ⅲ)フィードフォワード制御
外乱をすばやく対処する制御にはフィードバック制御というものもあります。一般的なブロック線図は以下の図7のようになります。
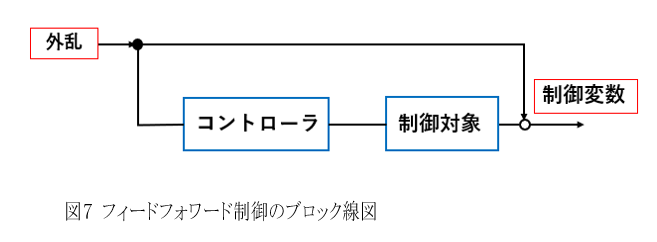
外乱により制御変数が変化するため、この変化を打ち消すようにフィードフォワード制御コントローラの特性を作る必要があります。
コントローラの特性と制御対象の特性が適合していない場合には、その部分が偏差となって現れることになります。
実際のプロセス内で生じる変動の状況を確認できないため、外乱や誤差に非常に弱いという欠点があり、フィードバック制御と逆の性質を持つことがわかります。
以下の表1にはフィードバック制御とフィードフォワード制御の「安定性、応答速度、外乱への対応 」における比較を示しています。
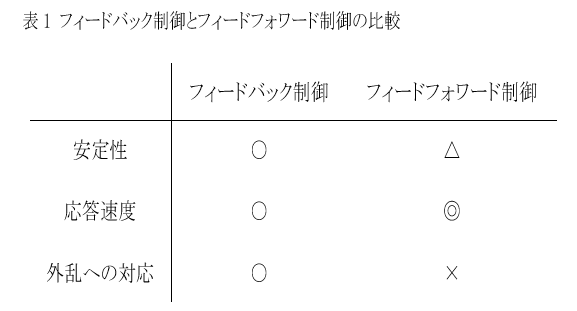
表1から読み取れるように、フィードバック制御とフィードフォワード制御は互いに異なった性質を持つため、これらを適切に組み合わせ、コントローラの性能を高めて用いられる例が多くなっています。
冒頭に説明したエアコンの温度設定の例を用いて説明していきます。
フィードバックは実際に室温が設定温度より低く(あるいは高く)なるまで出力を高めません。
一方、フィードフォワードでは天気や人の流れなどの外的要因によって室温が乱される前に、予測を立てて室内温度を一定に保つため、出力を制御しています。

ただし、フィードフォワードは制御目的の室温を検知していないため、正確な制御を行うために組み合わせて用いられているということです。
他の制御の組み合わせによっても外乱を抑制することができます。
実際に、熱交換器を用いた加熱プロセスをカスケード制御にフィードフォワード制御を付加した場合の事例を挙げてみます。
以下、図8に(a)フィードバック制御、(b)カスケード制御、(c)カスケード制御にフィードフォワード制御を付加した場合の外乱抑制性能を比較したものを、表2にはこれらの制御成績(低く収まっているほど制御性能が良い)を示しています。
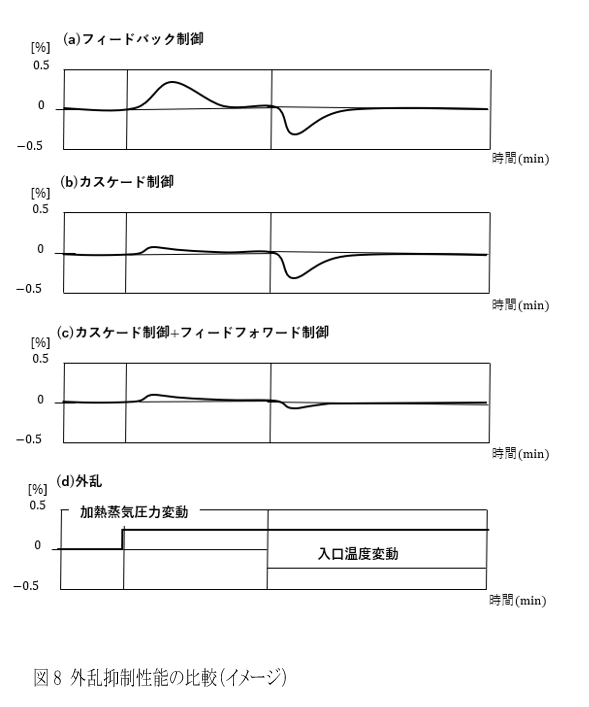
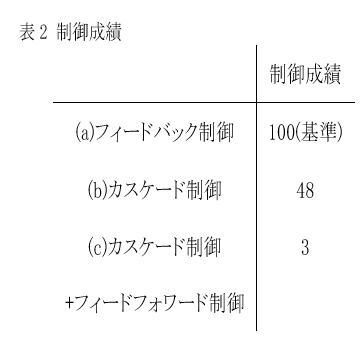
図8では縦軸が加熱蒸気圧力や入口温度の変動度合いを表しており、0% に近いほど適切に制御できていることを示しています。
(b)では前述の通り、外乱(加熱蒸気圧力変動)をすばやく対処していることがわかります。
そして、(c)では加熱蒸気圧力変動に対するカスケード制御の効果と、入口温度変動に対するフィードフォワード制御の効果が相乗されていることがわかります。
また、表2より、(c)の制御性能が100/3=33 倍向上したことがわかります。

このように制御を適切に組み合わせることで、単独で制御を用いるだけでは得られなかった効果の恩恵を受けることが期待できます。
(ⅳ)PID制御
PID制御は温度制御などに用いられる制御で、P(比例制御)、I(積分制御)、D(微分制御)の3要素を組み合わせて制御を行っています。
冒頭で紹介した車の運転の例を用いて簡潔に説明していきます。
静止状態から車を時速 50 km/hに加速する場合を考えます。
時速 0 km/hから目標速度までの差(偏差)が大きいため、アクセルを踏みますが、このように、偏差の大きさに比例した操作(今回の場合はアクセルを踏んで大きな出力を加える)を行うことが比例制御(P)に相当します。
車が加速して時速50 km/hに近づくと、アクセルを緩める操作を行うことになりますが、速度の変化に対し、それを抑えるような操作を行うことが微分制御(D)に相当します。
目標速度の時速50 km/hで走行しようとする際には、アクセルを調整することになりますが、このように、偏差をなくすような操作を行うことが積分制御(I)に相当します。
また、微分制御(D)に相当することとして急な坂を上る場面も挙げられます。
上り坂にさしかかると、今までと同じアクセルの踏み込み量では徐々にスピードが落ちていくため、スピードを落とさないようにアクセルを踏み込む、このときの操作も速度の変化を抑える動きになり、微分制御(D)に当てはまります。
一見、難しそうな制御に思われるかもしれませんが、身近なところにPID制御があることを感じられたのではないでしょうか。
さいごに
今回は「制御」をテーマに、数式を用いたり、具体例を挙げたりして説明してきましたが、少しでも制御システムに対してイメージが湧いていただければ幸いです。
弊社では制御システムの開発受託に加え、機械部品の設計、製造まで一貫して国内外の拠点で行っておりますので、ご興味があればお気軽にお問い合わせください!
参考資料
・ http://www.miyazaki-gijutsu.com/series4/densi0932b.html
・ https://controlabo.com/feedback-feedforward/
・ https://www.rkcinst.co.jp/technical_commentary/13090/
・ 制御工学のこころ, 東京電機大学出版局, p.7-16
・ 制御の辞典, 朝倉書店, p.298-300